August 1, 2004 - Ellison intake manifold construction.

Here's the beginning of the Ellison manifold, two 1.5" outside diameter 16 gauge 6061-T6 45 degree tubes bought from Burns Stainless', and chopped to meet in the middle.

The tubes were then welded together as best I could...

...and a 1.5" hole drilled in them with a worn-out hole cutter.

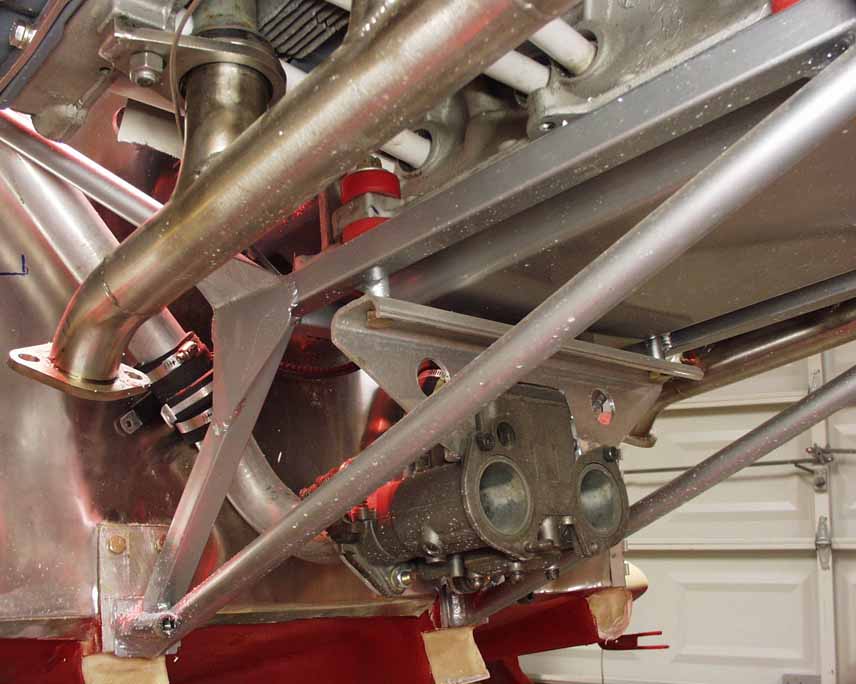
I then opened it up into an oval shape to match the 2" tubing that I'd squashed into an elliptical shape, and welded them together. The flange shouldn't be in this picture, since it actually came later, but it was just cut out of quarter inch 6061-T6 on the band saw and the holes were made with the same cutter and drill bits.
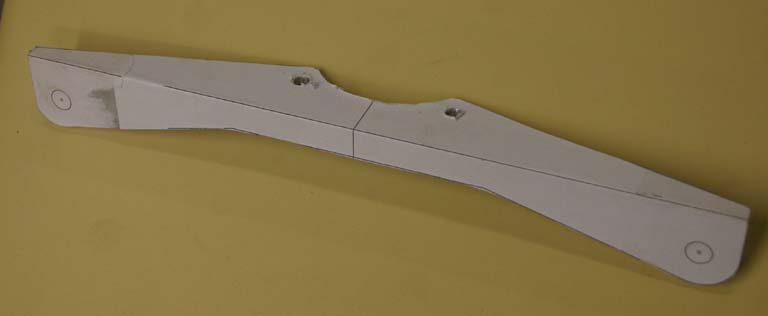
I needed a bracket to hold the carb up, do I laid one out in CAD, printed a full size template, glued it to a piece of 1/8" aluminum angle, and cut it out.
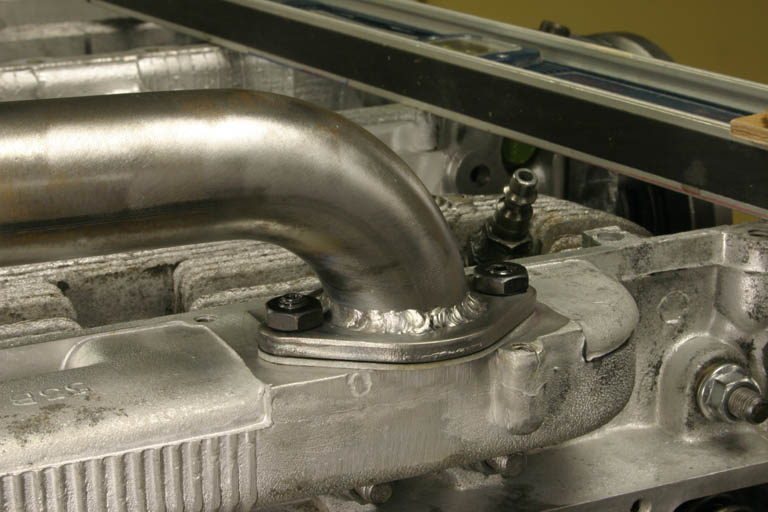
Now that I had a bracket, I could mount the carb and tack the flange to the rest of the manifold. As you can see, I made the tube from the carb to the vertical portion of the manifold a full 6" long to help promote better attomization before the fuel "hits the wall" and is forced to go vertical. This seems to have fixed the fuel pooling issue, although it could be argued that the Ellison itself fixed that, compared to the Weber. This is probably overkill though, and I probably should have made it something like 3", so I'd have more room for the airbox.

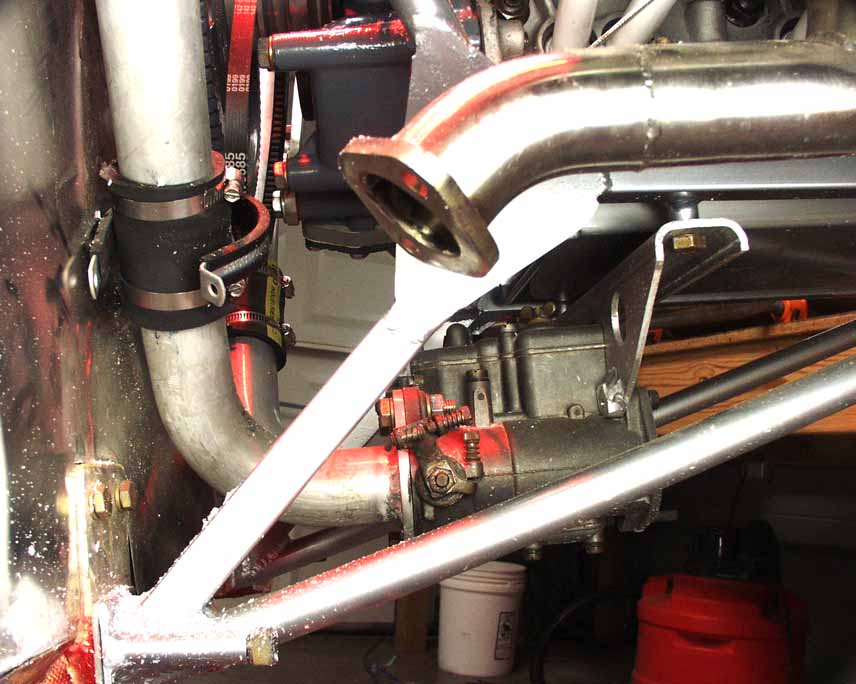
Here it is installed, except the throttle cable is a cobbled-up affair for testing and the mixture isn't installed at all yet.
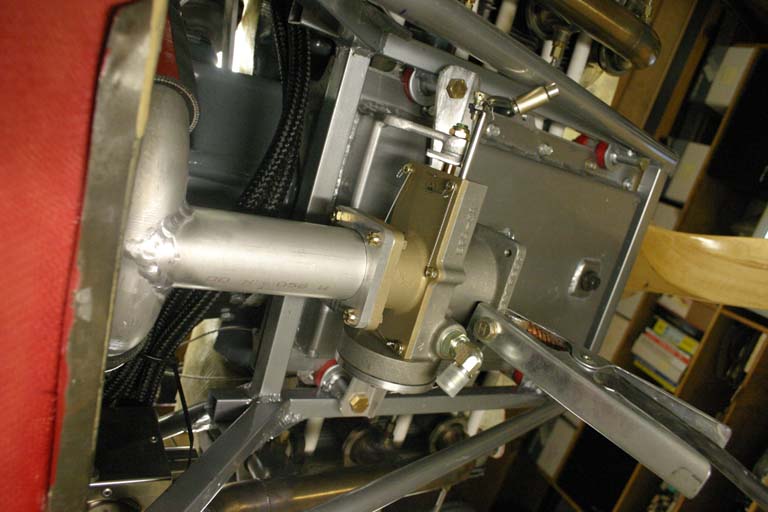
Later, when I built my 2700cc engine, I bolted my intake tubes on, rather than welding them. This allows me the versatility to do things like change to a turbo or different intake setup, as well as allowing me to have a spare head that will fit either side of the engine. And the biggie for me is being able to clean debris out of the intake log after valve grinding or similar events, as well as being able to clean up the entrance port. When welding the intake tubes directly to the head, you have no idea what kind of penetration you're getting with that cast material (which is not that easy to weld anyway), and you don't know if you've put a big blob of stuff in there that will impede flow in one direction or the other. Welding up a flanged tube and bolting it in place solves these problems, but introduces a new one of proper sealing under all conditions. William Wynne says he's had lots of problems sealing bolted flanged connections, which is why he now welds them all. I'm going to have some special three bolt flanges made (either laser or waterjet cut) to help solve that problem, but that will come later.

I made the studs from allen studs with low height nuts
welded to one end and ground sort of rounded, just short enough to stand up
inside the manifold. Then I used red Loctite on the allen wrench to allow
me to pull it up and start in in the hole. The second one shows the final
installation. 20/20 hindsight says I might just take a grade 5 hex head bolt and
drill a hole in the threaded end to replace the allen head hole, epoxy an
allen key into the end of it as shown in the first shot, and then do the
same thing with it. The thought of that low-height nut bouncing around in
the cylinder scares me a little. Although it IS welded to the stud to keep
the stud from pulling out, it could break loose, and the heat treat on the
stud is now compromised by the welding. I'd also like to make some thinner
flanges so I have enough room for a locknut. Steel flanges are about a buck a piece from Bugpack (for Volkswagens) and the tubes are U bends from http://www.magnumforce.com/ubend.asp for $8, cut in half and welded. Grand total for the setup is ten bucks. I cut the carb flanges off with a reciprocating saw and then flattened pretty well with a belt sander, but since Ray was resurfacing the head gasket surfaces on his mill, I asked him to flatten them while he was at it. That's the beauty of the
bolted flange...I can change it next week if I feel like it. I always have
access!
Later...July 2007
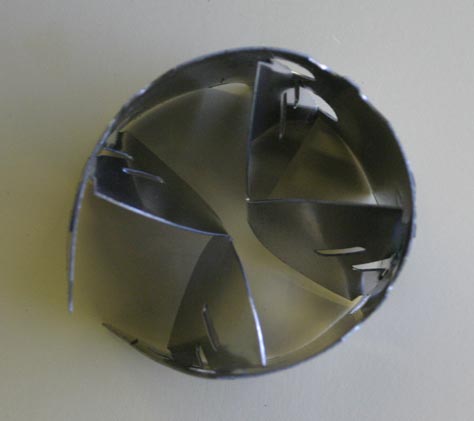
One thing I added later was a Tornado "fuel saver", a gizmo that probably doesn't actually save much fuel, but really does stir up the air and fuel just past the carb base, so it's more thoroughly mixed when it gets to the vertical split that wyes off to left and right heads. This thing really does work, as my EGTs got much closer together after installation, from 175 degree spread to a 25 degree spread when running carb heat. They are about $50, and available from www.tornadofuelsaver.com. I just slipped it in, drilled a hole, and pop riveted on rivet in there to make sure it doesn't go anywhere.
Return to